Apr 06, 2016
Metals with excellent electric conductivity such as copper, aluminum and gold are of special interest in the fields of electric mobility and power electronics. Due to their strong reflectance in the infrared wavelength range, the laser processing of these materials presents a huge challenge. Most of the available continuously radiating high power lasers (cw) operate exactly in this wavelength range. The Fraunhofer IWS can now apply a novel “green” laser for processing tasks of these materials. With a power of 1 kW at 515 nm and a beam quality of 2.5 mm mrad, this novel laser opens up completely new application possibilities for joining and cutting tasks. Furthermore it enables new fields of applications in the area of electric mobility and power electronics.
When compared to conventional cw laser sources, laser light with a wavelength of 515 nm results in manifold improved absorption for laser joining processes of copper, aluminum and gold. This enables a more stable laser welding process even for polished components. Comparative studies of single mode fiber lasers with wavelengths of 1 µm demonstrate that energy input and melt bath generation at 515nm wavelength occur at decisively lower intensity due to better absorption. This fact paves the way for completely new processes and applications especially in the field of contacting. One example is the welding of Cu foils.
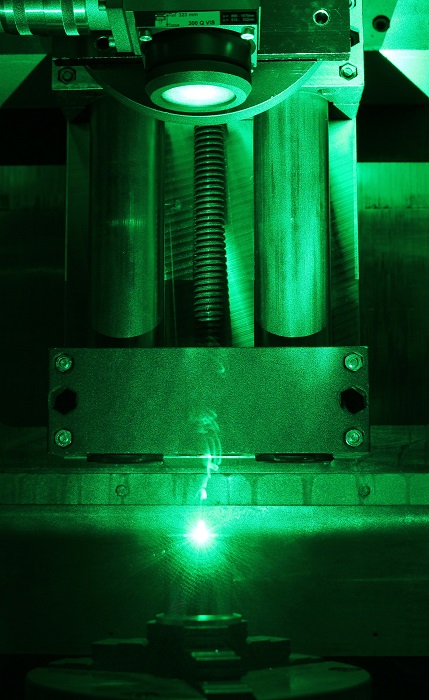
In the case of laser cutting, tests with the 1 kW “green” cw laser demonstrate that the wavelength of 515 nm is particularly suitable for the machining of highly reflective metals. In the case of copper, a 1 mm thick sheet was cut via fusion cutting process and burr- and oxide-free cutting edges could be generated. If a laser radiation of 1 µm wavelength is used for the same material, a high pressure flame cut process becomes necessary because a strong oxidation occurs in the area of the cutting edges. The cutting velocity increases by 10 % if a laser with 1 kW at 515 nm is used for cutting processes of up to 4 mm thick brass, high-alloy steel and aluminum alloy sheets, when all of which are of the same quality. The results were compared to those achieved by fusion cutting methods with a laser radiation in the 1 µm wavelength range.

Cutting results of different materials with the "green" laser
© Fraunhofer IWS Dresden
Discover for yourself the latest research and development foci of the Fraunhofer IWS at the Hannover Messe Industrie from April 25 – 29, 2016 (Industrial Supply, Hall 6, Booth A30) and from May 31 to June 2, 2016 at the LASYS in Stuttgart (Hall 4, Booth 4C31) Furthermore you are invited to meet our experts directly at the Fraunhofer IWS in Dresden. We are at your disposal and happy to provide you with our know-how.