May 12, 2015
Today’s lasers for cutting applications are the best-selling industrial laser beam sources worldwide. Current analyses estimate that these lasers have roughly 50 percent of the market, with the most dominant application being the precise, flexible and highly productive 2D cutting used to produce nearly any contour in sheet metal blanks. At the same time, completely new cutting methods – for instance, perforations or the precise shaping of glass displays for mobile devices – are on the verge of entering industrial production. Current research is focused on increasing expertise in forming fiber-guided laser beams for sheet metal cutting and transferring that knowledge to damage-free glass cutting in the display industry as well as water-jet-guided precision cutting of small parts. As part of the EU’s HALO project (“High power Adaptable Laser beams for materials processing”), scientists at the Fraunhofer Institute for Laser Technology ILT are working on distributing the laser beam’s intensity in a way that meets the highest quality requirements while conserving resources. The project results will be presented at the LASER World of Photonics 2015 in Munich.
When it comes to cutting sheet metal, the laser is a well-established tool. Laser performance of up to 8 kW is the industrial technology standard and even permits the cutting of metal sheets up to 50 mm thick. In recent years, in addition to 2D applications, 3D machining of shaped components has been increasing across the board, in part because of the extensive use of the difficult-to-machine, high-strength, press-hardened steel, particularly in the field of car body engineering.
The laser tool has demonstrated its suitability for cutting other materials – such as semiconductors, glass, plastics and composite materials – and has already been introduced in the first applications. Tool wear, which can lead to decreased quality when using conventional cutting methods, does not occur with laser cutting. However, the cut edges of laser-machined components are still rougher than those of milled metal components, for example. This is partly because the laser beam often does not have the right form needed to achieve the best result for the application in question.
Optimization potential for laser cutting
A typical laser beam possesses a very high intensity at its center, which falls away in a bell shape to the sides. But a laser beam with such a Gaussian intensity distribution is not necessarily the ideal tool for every application. For example, while this beam distribution is suitable for quickly cutting a sheet 1 mm thick at a relatively high quality, a sheet with a thickness of 1 cm requires a broader beam with greater intensity distribution at the edges. The latest research activities are focused on defining the right laser beam for cutting material of various types and thicknesses and tapping the resulting potential.
Better cutting quality, higher machining rate and profitability
This is where the EU’s HALO project (“High power Adaptable Laser beams for materials processing”) comes in. Since September 2012, an international consortium consisting of nine research institutes and industrial companies – including TRUMPF and Synova – has been working to develop application-specific beam formations. Under the leadership of Gooch & Hausego Ltd, the project participants are customizing the laser beam’s intensity distribution for each individual use case. Ultimately, the laser systems are to be equipped so that users can perform practical tests. Experts from the Fraunhofer ILT see enormous potential in this regarding cost cutting and processing speed, even as product quality improves.
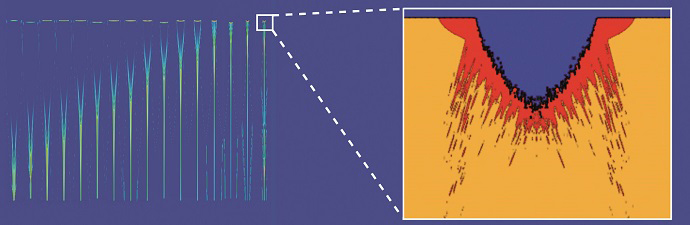
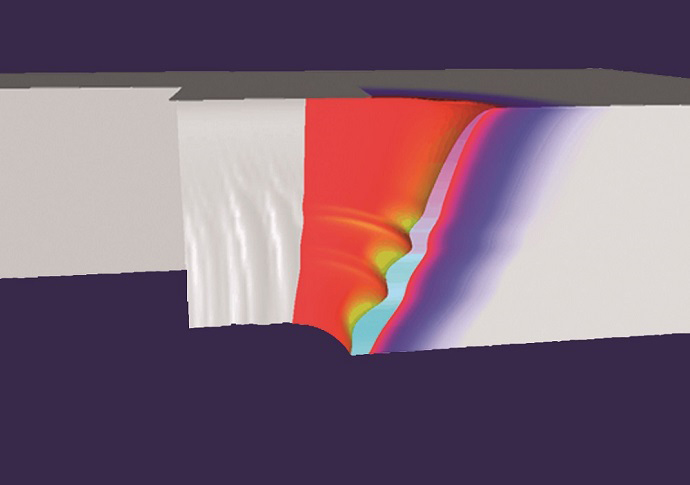
Simulated filaments and ablation under variation of the focus position (picture detail: enlarged removal profile).
© Fraunhofer ILT, Aachen.
Adaptive beam shapes
Fraunhofer ILT’s Macro Joining and Cutting group and the Modeling and Simulation group have been studying laser cutting for more than 25 years. In their work, the researchers apply sophisticated diagnostic methods (high-speed videography of the cutting process, streak image technology for melt flow analysis, and schlieren technique for visualizing the flow of cutting gas) and evaluation methods (meta-modelling, QuCut simulation of ripples). The scientists continuously deepen their understanding of this topic and apply appropriate laser methods for the widest range of cutting tasks. Now, as part of the HALO project, selected applications will be used to examine how the laser beam should be constructed to achieve optimal cutting results. Observing the cutting dynamics and the formation of ripples and adherent dross is also relevant.
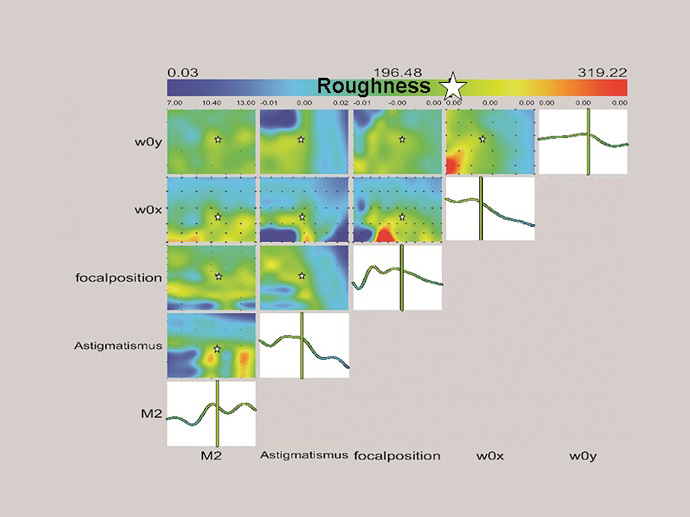
Process map of the laser beam cutting process, generated by simulation.
© Fraunhofer ILT, Aachen.
Using simulation to achieve the perfect laser beam
Fraunhofer ILT’s Modeling and Simulation group is contributing significantly to these efforts by applying findings from computer simulations to help optimize laser processes. The group first simulates the cutting processes on the computer, before calculating the intensity distribution of the ideal laser beam for the individual application. It then designs the optical components based on this information.
Simulation of laser beam cutting.
Source: Fraunhofer ILT, Aachen.
The results of the HALO project will presented to the public for the first time as part of the “European Research on Laser Based Technologies” Forum at the LASER World of Photonics 2015:
Prof. Wolfgang Schulz, Nonlinear Dynamics of Laser Processing NLD, RWTH Aachen University
“HALO – Real Time Adjustment of Laserbeam Properties for Optimum Process Results”
Hall A2, Stand 250
June 25, 2015, from 13:00 to 13:20 hours
In addition, Fraunhofer ILT experts will be showing laser beam cutting processes for different materials in the macro and micro area as well as simulations of these processes at the at the LASER World of Photonics (Munich, June 22 – 25, 2015), Fraunhofer Joint Stand – Hall A3, Stand 121.