Ditzingen, November 12 – TRUMPF is offering new, special-purpose diode lasers, a new welding cell, and comprehensive application support – in short, a complete package that makes welding plastics with lasers virtually carefree.
How do lasers weld plastics?
Welding plastic parts with the laser beam is being seen more and more frequently, simply because it offers so many benefits. When compared with ultrasonic processes, laser welding is easier on the part and is very flexible since every conceivable welding curve can be programmed. The part’s surface quality remains unchanged. The technique is fast, reproducible and eco-friendly, and requires no toxic bonding agents – as is the case for adhesive methods. The seams can withstand heavy mechanical loading. The amount of thermal energy applied is minimal. That is beneficial when sensitive electronic components are close to the welding seam. Last but not least, many materials can be welded with the laser.
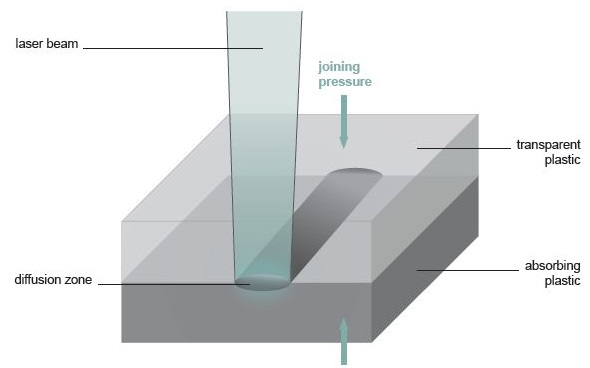
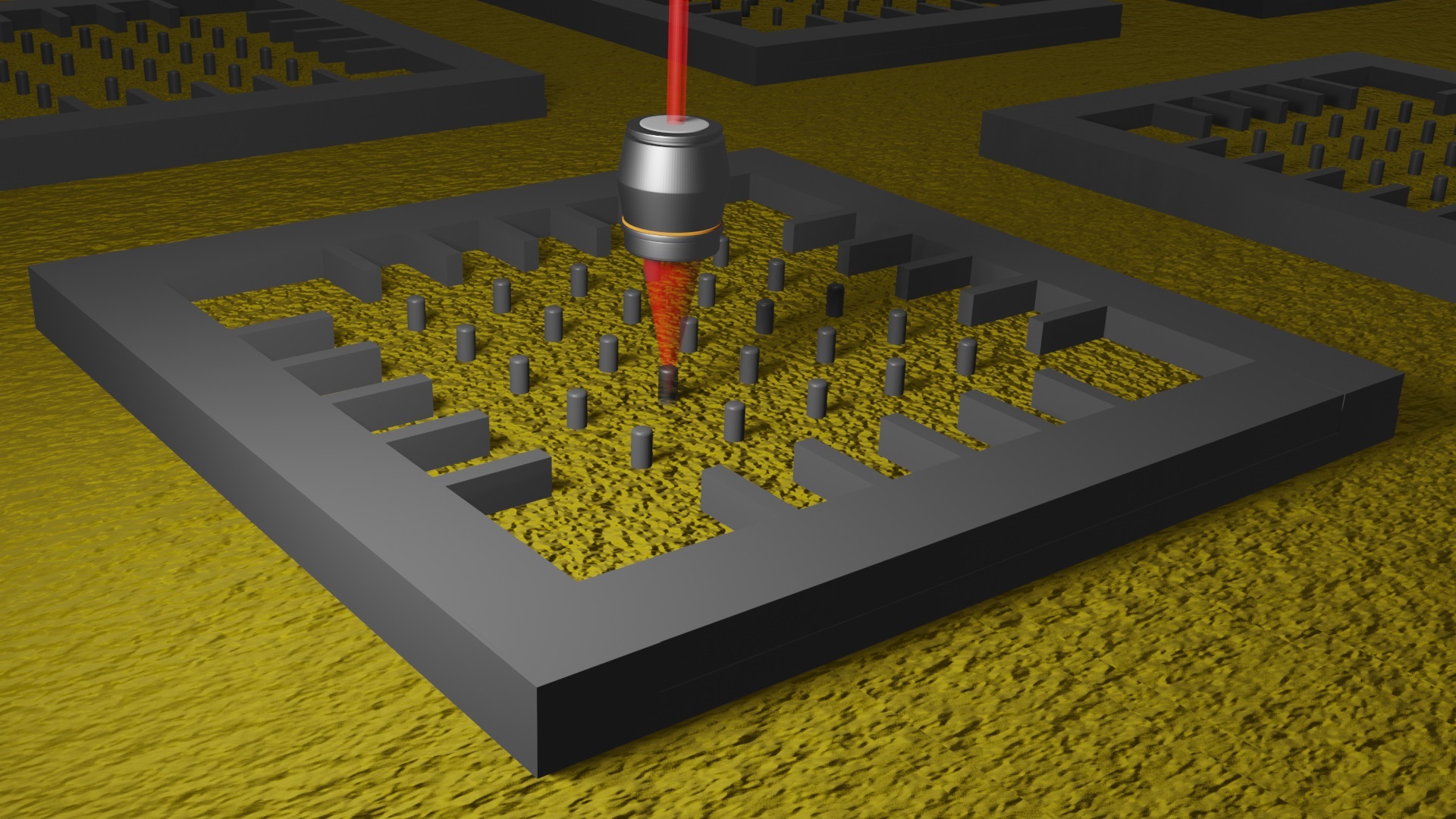
Functional principle for welding plastics with lasers
To ensure that two parts can be overlapped and joined, the upper part has to be transparent for the normal wavelength range of diode lasers – between 800 and 1,100 nanometers. The lower part will have to be doped with absorption particles such as pigments, carbon black or the like, so that the laser beam can be absorbed by the material, causing it to melt. Thanks to the heat transfer from the lower to the upper part, its surface also melts. The two parts are thus joined.
Photo: TRUMPF
There are a few requirements that have to be met, however. Where two parts are to be joined with an overlap, it is necessary that the upper component is transparent to the usual wavelength spectrum of diode lasers between 800 and 1,100 nanometers. The lower components will, however, have to be doped with color pigments, carbon black or similar particles so that the energy of the laser beam can be absorbed, melting the material. Heat is transferred in the upper part so that its surface melts, too, and the parts are fused. This is why the melting temperatures of the parts to be welded have to be similar. Otherwise, one plastic might have already broken down though the other has not yet reached the melting point. Consequently, a resin that is transparent to laser light will have to be used for the upper part while one that absorbs the same light is needed for the lower part. One further decisive aspect for success is the jig that holds the parts in place. During fusion welding there may not be any gap at all between the components. That is why a good jig is an absolute necessity. The parts have to be held tightly against each other, with uniform force distribution, and at constant pressure. Once welding is complete, the newly joined part will have to be held in position until the liquefied material has solidified. These criteria will also have to be taken into consideration when designing the components. That is why it is important for the maker to clarify, early on, which joining method is to be used for the product. TRUMPF offers comprehensive application support to determine the correct parameters for joining plastics, and can also deliver the right laser source and the right machine.

Welding plastics
Tight and esthetically appealing welded seams thanks to welding the plastic with a laser
Photo: TRUMPF
TRUMPF offers two energy-efficient diode lasers for welding plastics: the new TruDiode 151 and the TruDiode 301. These are superb for welding man-made materials. TRUMPF’s new diode lasers in the 150 to 300 watt range deliver excellent results in non-metal applications such as plastic welding. This is thanks to no small part to their outstanding beam quality of 8mm x mrad. The beam profile demonstrates an almost perfect top-hat curve. This is extremely important for successful laser processing of plastics, since it means that the distribution of energy input within the piece is particularly effective.
Its optimized and modular laser concept helps the TruDiode 151 and TruDiode 301 achieve an impressive 30 percent efficiency, while the clear and simple laser design keeps its footprint to a minimum. It comes in either a 19-inch rack version or as a stand-alone unit with integrated cooling. It can also be operated as part of a laser network where several machines share a single laser source, as both laser models have an external beam management box to provide two outputs. Along with the premium quality of the individual components, industrial users can count on constant availability thanks to a comprehensive service concept, including the Telepresence portal.
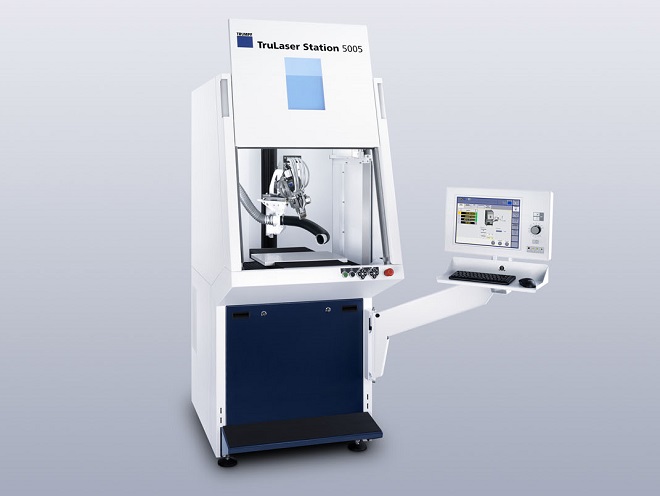
On the mechanical side, TRUMPF offers a welding cell optimized for joining plastics – the new TruLaser Station 5005. This five-axis machine offers an excellent ratio of price to performance.
It features the same ergonomic design and process reliability as the popular TruMark Station 5000, from which the TruLaser Station 5005 is derived. Advantages include its space-saving footprint, convenient upward-sliding door, and integrated dust collector. They allow the welding machine to be installed in workshops of any size. The machine’s versatility also includes the beam source. It can operate with disk, fiber and diode lasers with an output of up to one kilowatt. In addition to the three basic linear axes, the machine also features a rotation axis for the workpiece and a swivel axis for the focusing optics, permitting welding at angles of up to 120°. All the axes can be interpolated simultaneously, allowing even parts with complex geometries to be joined effortlessly. The working volume of 300 × 300 × 500 millimeters provides sufficient room to process large-dimension parts. Depending on the application, users can choose between fixed optics and scanning optics.

TruDiode 151/301
To weld plastics, TRUMPF offers energy-efficient diode lasers – the new TruDiode 151 and 301 models. These are excellently suitable for joining plastics.
Photo: TRUMPF
The TruLaser Station 5005 sets new standards for ergonomic design and ease of operation. A tilting control panel equipped with a touch screen, a process monitor, and a feed rate controller is used to program the machine. The panel is mounted on a swivel arm that allows operators to adjust its orientation to their requirements. Thus the TruLaser Station 5005 can be operated from a seated or a standing position. The all-new control system has been optimized for welding applications. A convenient teaching function ensures that parts are joined perfectly at each weld spot. The operator has direct access to the control interface via the NC program, making it possible to manipulate a pneumatic clamping device, for example, or to execute other peripheral functions. A remote diagnosis function is also provided to facilitate maintenance.