March 13, 2019
A new generation of ultrafast process technology is on the market. Higher average laser power and greater pulse energy promise higher throughput and efficiency. When processing microfilters, for example, this makes it possible to drill hole sizes down to below one micrometer much more quickly. When scaling the processes, there are some non-trivial interaction mechanisms to contend with, which were one of the topics of the “5th UKP-Workshop: Ultrafast Laser Technology“ in Aachen.
Ultrafast lasers with pulse durations in the picosecond and femtosecond range have experienced a major boom over the past few years. Several innovations in process technology permit ultrafast laser processes to be used in industrial fields such as consumer electronics. Multi-100-W ultrafast lasers are now available, which allow significant scaling of many processes.
The current challenge is to develop new beam guidance and process concepts to distribute the large average outputs over the workpiece surface. It is the process technology that currently poses the main limitation: Laser systems with high repetition rates require scanners with speeds up to 1,000 m/s, and laser systems with high pulse energy require new beam splitting and shaping concepts to distribute the energy. “It’s all about how we apply the power,” said Dr. Arnold Gillner, organizer of the “UKP-Workshop: Ultrafast Laser Technology” in Aachen, describing the issue last year.
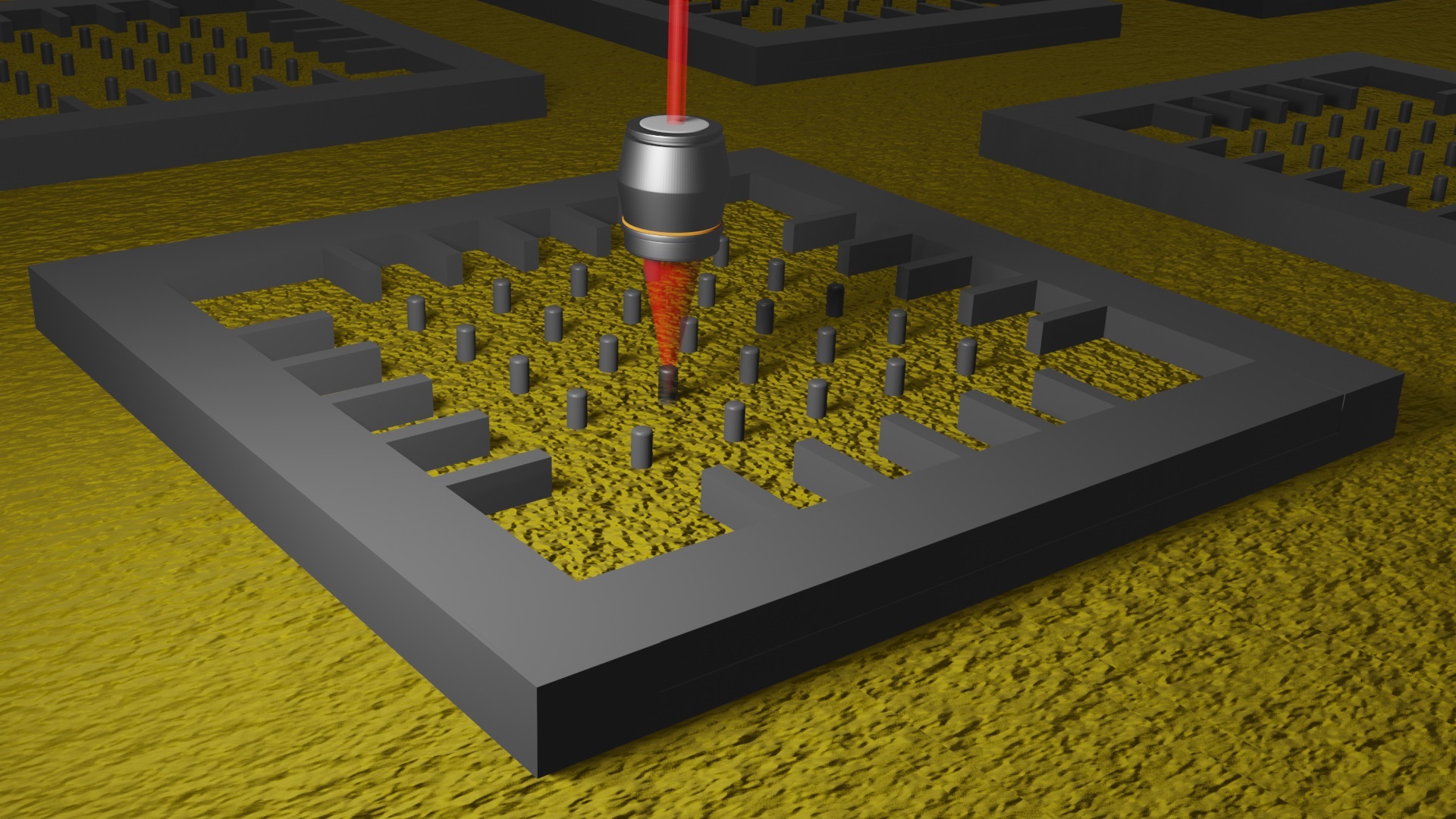
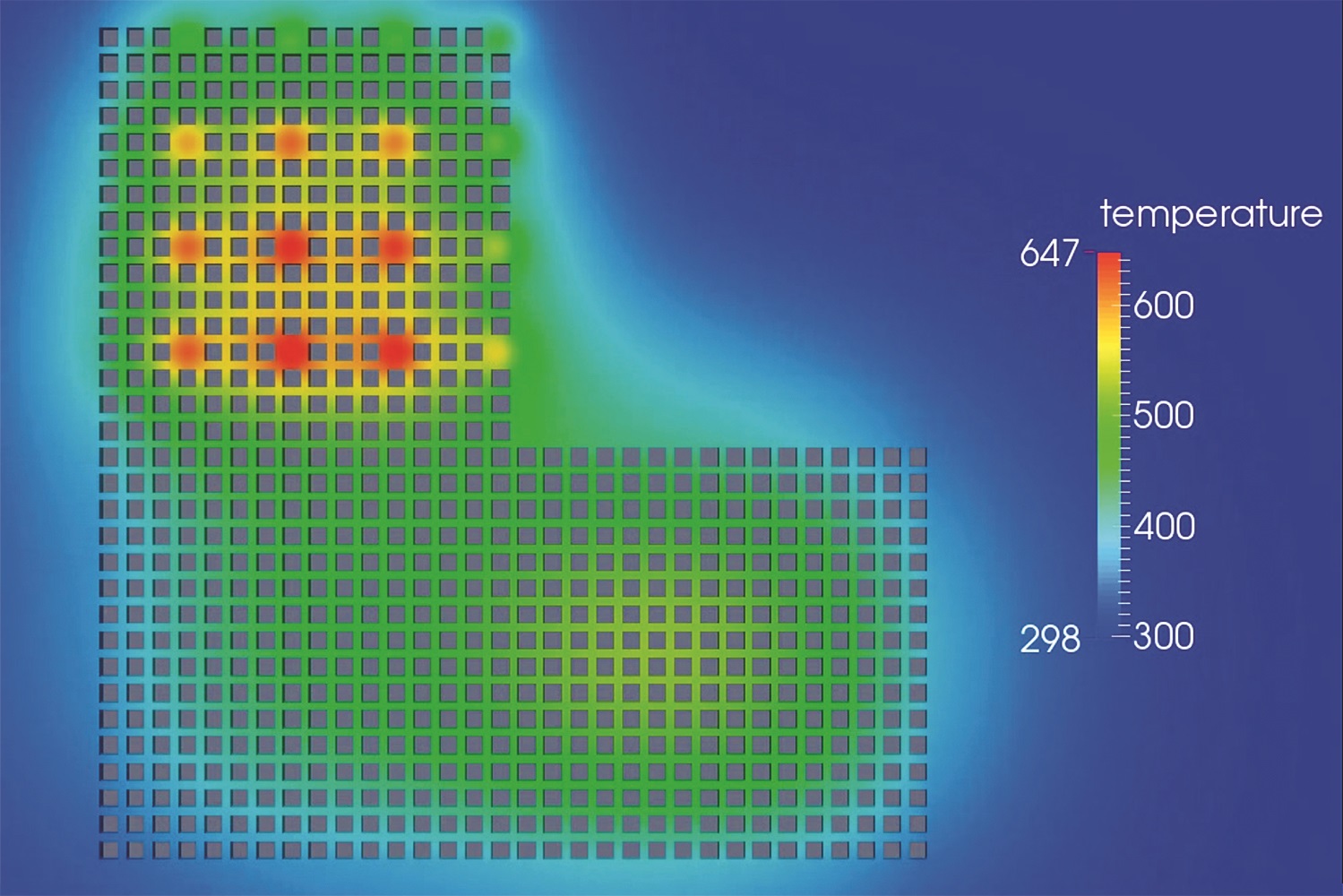 Simulation of the thermal during USP multibeam processing.
Simulation of the thermal during USP multibeam processing.
© Fraunhofer ILT, Aachen, Germany.
Multibeam concept: Achieving greater throughput with scanner and diffractive optics
One option for making better use of pulse energy is the multibeam concept, which involves splitting a laser beam into many beamlets. At the Fraunhofer Institute for Laser Technology ILT, a team has been working on this technology since 2012. Since then, the experts have learned how to use diffractive optical elements (DOEs) for the targeted application of over 200 beamlets in micro- and nano-structuring. This allows them to obtain precise results in the sub-micrometer range.
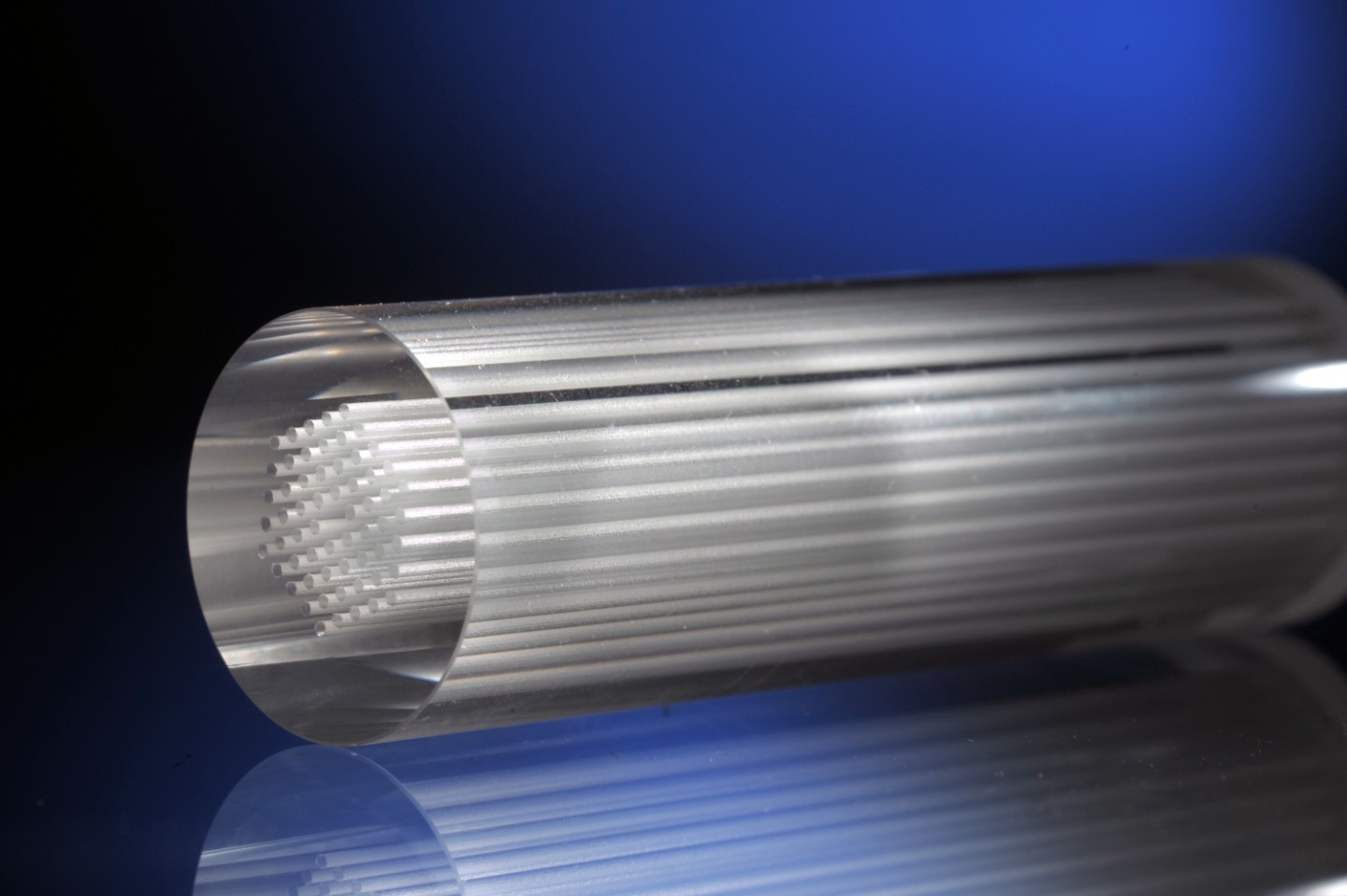
For the DOE, they use a structured glass surface on which light waves are bent. The surface structure is etched into the glass with extreme precision using a wet chemical technique. As a result, the DOE’s static beam distribution is much more precise and resistant than the dynamic beam shaping approach based on liquid crystal modulators.
For efficient material processing, the laser beam is transformed by a DOE into a beam matrix with many parallel beamlets. Using a scanner system and f-theta optics, the parallel beamlets are then focused on the workpiece and can be moved simultaneously over the workpiece along all possible paths.
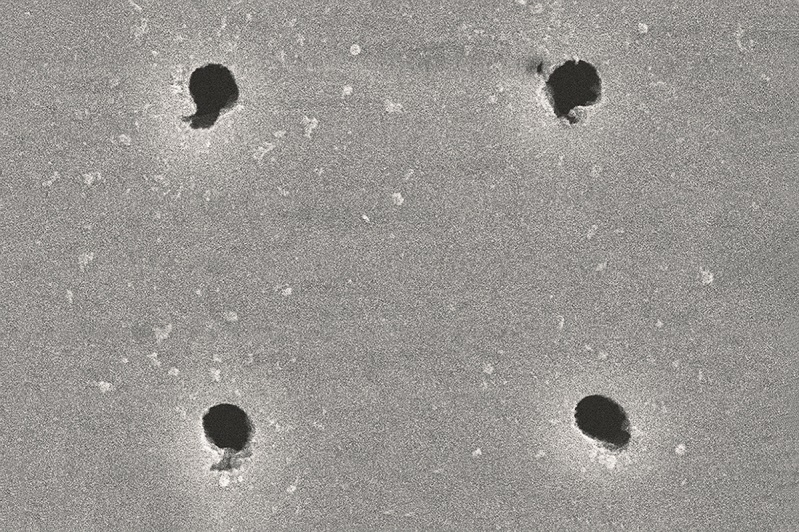
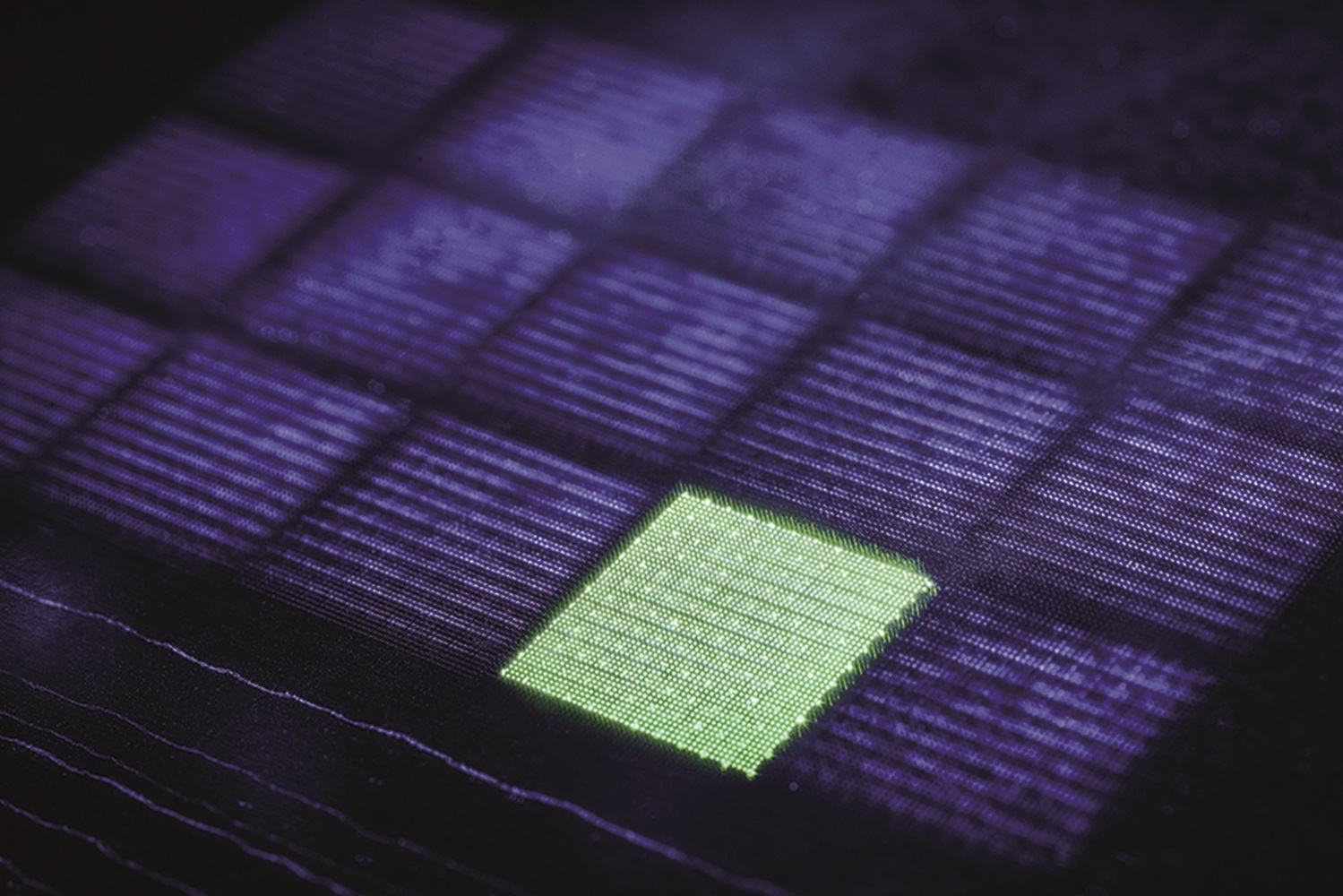
Holes with exit diameter of one micrometer in 10 micrometer thick stainless steel foil with 10 micrometer spacing.
© Fraunhofer ILT, Aachen, Germany.
Drilling 12,000 precision holes per second
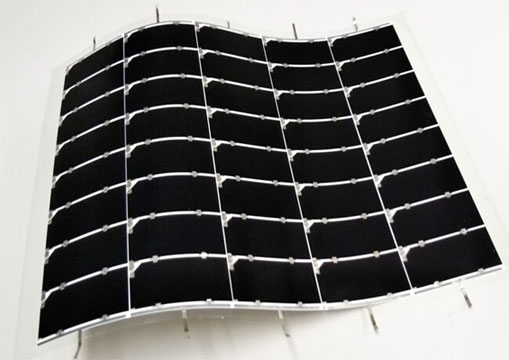
The multibeam technique proves its worth when drilling holes in metal films with thicknesses of 10 to 50 µm. Conventional methods such as etching require preparatory work and rework, which are no longer necessary with laser drilling. The multibeam technique works for periodic structures and requires smooth, flat surfaces.
In micro-drilling, the team from Fraunhofer ILT has achieved extraordinarily high precision. With their new multibeam system, the experts in Aachen are able to create precision holes with diameters of less than one micrometer. The spacing between holes can be reduced to a few micrometers. To increase throughput, they work with a DOE that generates over 200 beamlets. In this way, they have already managed to produce over 12,000 holes per second with an outlet diameter of under 1 µm.
The current goal of the researchers is to further increase the drill rate without losing any of the quality. In the near future, drill rates of 20,000 holes per second are foreseeable.
Where is the catch?
In addition to the question as to the right process technology, another problem reared its head over the past few years: The “cold” ablation of ultrafast lasers, whereby hardly any heat is generated in the material for single-beam processes, is a good deal trickier to execute with hugely parallelized processes. At high repetition rates, high pulse energies and short distances between holes, it becomes necessary to employ customized thermal management in order to optimize the processing strategy, as otherwise process-related zones of thermal damage form. The scientists in Aachen have been tackling this issue with success since 2012 and have defined thermal management for multibeam processing as a key focus area for their research.
Various teams worldwide have investigated the problem by means of experiments and simulations and have developed different approaches to solving it. The Fraunhofer ILT researchers in Aachen have optimized the processes for single-hole drilling and also for multibeam processing. In these processes, the laser power deposited must not exceed a maximum value dependent on the material and the target geometry.
The outcome is a patented technology that is already capable of drilling over 12,000 holes per second with diameters of a few micrometers and all the way down into the sub-micrometer range. Thus, metallic surface filters with which certain particles can be selectively separated from each other can be economically produced, for example water filters for multi-resistant germs or for microplastics as well as many other applications in biotechnology. The use of microfilters is also interesting for the food industry, for example in the field of sterile filtration, i.e. when all kinds of microorganisms have to be retained. Other possible applications include the filtration of fine dust in PM classes from 10 to 1 or the mechanical separation of white and red blood cells in medical technology, to name just a few applications for microfilters.
For more information on the latest trends and for the opportunity to talk to the experts from industry and research, we invite you to visit the “5th UKP-Workshop: Ultrafast Laser Technology” from April 10 to 11, 2019 in Aachen, at which around 200 participants are expected. You can register as of immediately at: www.ultrakurzpulslaser.de/en.html