Ditzingen, June 22, 2015 – TRUMPF has developed a pulsed, green laser for efficient welding of copper. The disk laser, in the pulsed mode, operates at mean power of 400 watts, generating laser light at 515 nanometers. Light in the green spectrum solves the problems found when using infrared lasers to weld copper.
The problem is infrared
Copper is an excellent conductor of both heat and current, making it a metal for many applications. Its advantages are put to use in the widest variety of industries and sectors. In addition to medical technology and the automotive, chemical and foods industries, copper is indispensable to electronics and electrical technology. That is because copper is deemed to be the most important material for conducting current. Due to ever more compact housings and the higher performance capacities of electronic components, demands on the production and joining technologies for copper components are also rising.
When using the laser to weld copper, beam sources with an infrared wavelength are normally used today. The two greatest challenges here are good reproducibility and low spattering. At a wavelength of 1,000 nanometers (IR), copper is highly reflective. Uniform welding seams – which will depend on the surface properties – can be guaranteed only to a certain degree, a degree that is often not sufficient for industry. Spattering is a problem during deep welding. These spatters can damage the component and, in the worst case, can cause short circuits on the board. How can these two problems be solved? They can be countered by properly matching the laser parameters – such as the distribution of power density, the pulse width, and the shape of the vapor channel – but in spite of this, the results are often still less than ideal. What cannot be influenced are the surface tension and the viscosity of copper. Both properties are lower, when compared with steel, and they lead to a less stable weld pool. This is aggravated by increased energy loss due to the high thermal conductivity of copper. The pulsed green laser from TRUMPF brings about a considerable improvement in the process.
Shielding gases with argon
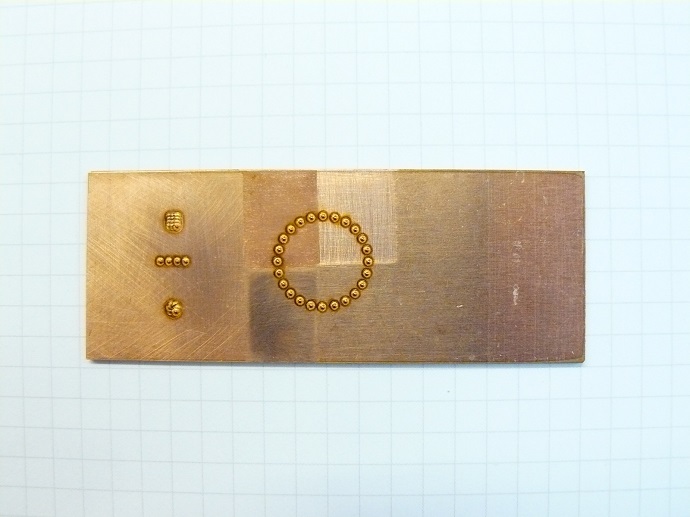
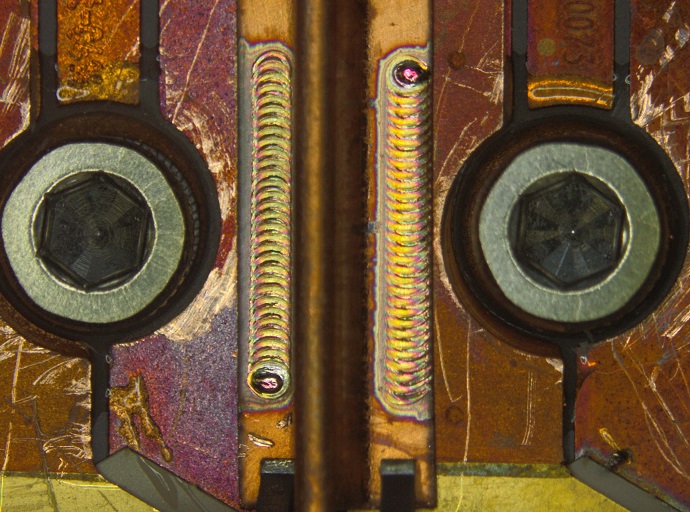
When welding with the green laser, shielding gases such as argon or nitrogen may be used. This results in a higher-quality welding seam. In comparison: Illustration using argon
Photo: TRUMPF

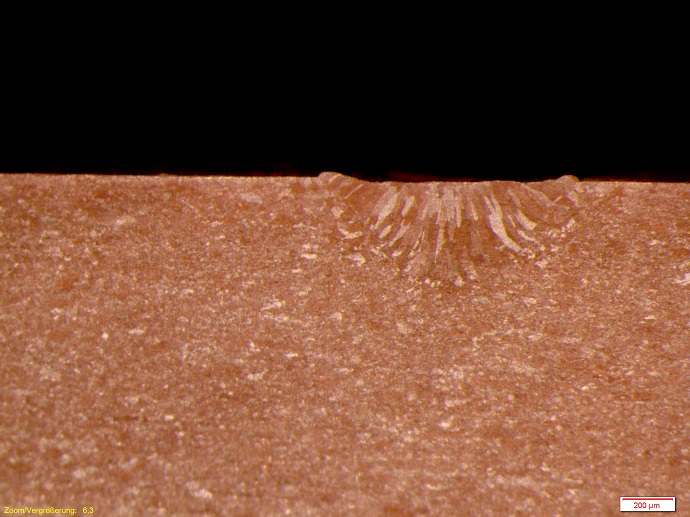
Image without shilding gases
When welding with the green laser, shielding gases such as argon or nitrogen may be used. This results in a higher-quality welding seam. In comparison: Illustration without shielding gas
Photo: TRUMPF
The solution is green and pulsed
To generate the green wavelength in the TruDisk 421 pulse, the frequency of the laser beam is doubled inside the laser resonator. The advantages of this green laser are many and varied. Copper absorbs the green light far better than the infrared. This means that the material reaches its melting temperature faster, the welding process starts quicker, and less laser power is required. While the infrared laser works with 2.6 kilowatts of peak pulse power, the green laser requires only 1.4 kilowatts for the same welded seam. The process is more energy-efficient and far fewer spatters are formed. The green laser also improves the reproducibility of the results. Regardless of whether the surface is oxidized, ground, sandblasted, rough or polished to a high gloss – with green laser beams the copper welding seams can always be made at uniform quality. Among the reasons for this is that absorption at room temperature is independent of the surface properties. The use of shielding gases like argon and nitrogen will result in a welded seam of even higher quality. These shielding gases can be used efficiently and sensibly only when welding with the green laser, since when using infrared, the surface of the weld pool reflects more strongly because of the gas, which means that greater laser power would be necessary for welding.
Direct copper bonding (DCB)
The uniformity of the welding depth when using the TruDisk 421 pulse makes it possible to weld thin materials on a difficult substrate. Shown in the illustration: Two copper layers of differing thicknesses (0.2 and 0.3 millimeters) are welded without damaging the ceramic material lying below.
Photo: TRUMPF
Summary: With the TruDisk 421 pulse, the welding of copper is more efficient, generates fewer spatters, and achieves greater reproducibility of the welded seam – and all this regardless of the nature of the surface.