Getting started with laser welding is now easier than ever before thanks to tolerant laser welding with the FusionLine technology and the production launch package. New design and software components have made operation even simpler.
Hanover / Ditzingen, October 25, 2016 – Laser welding offers numerous advantages over conventional techniques: better weld quality, a robust bond and faster processing times. Right on time for Euroblech 2016, TRUMPF will be showcasing the TruLaser Weld 5000, a new laser welding cell that greatly simplifies the laser welding process for experts and beginners alike. This is thanks to the FusionLine option, which makes tolerant laser welding possible. It’s a laser welding process using welding wire supply that allows for the welding of components having gaps. Customers can also benefit from TRUMPF’s expertise with the production launch package: on request, TRUMPF experts will assist the user in starting up production for the first series part.
Fusion Line
FusionLine makes it possible to compensate for component imperfections during the welding process and even to close gaps of up to 1millimeter in breadth.
Photo: TRUMPF
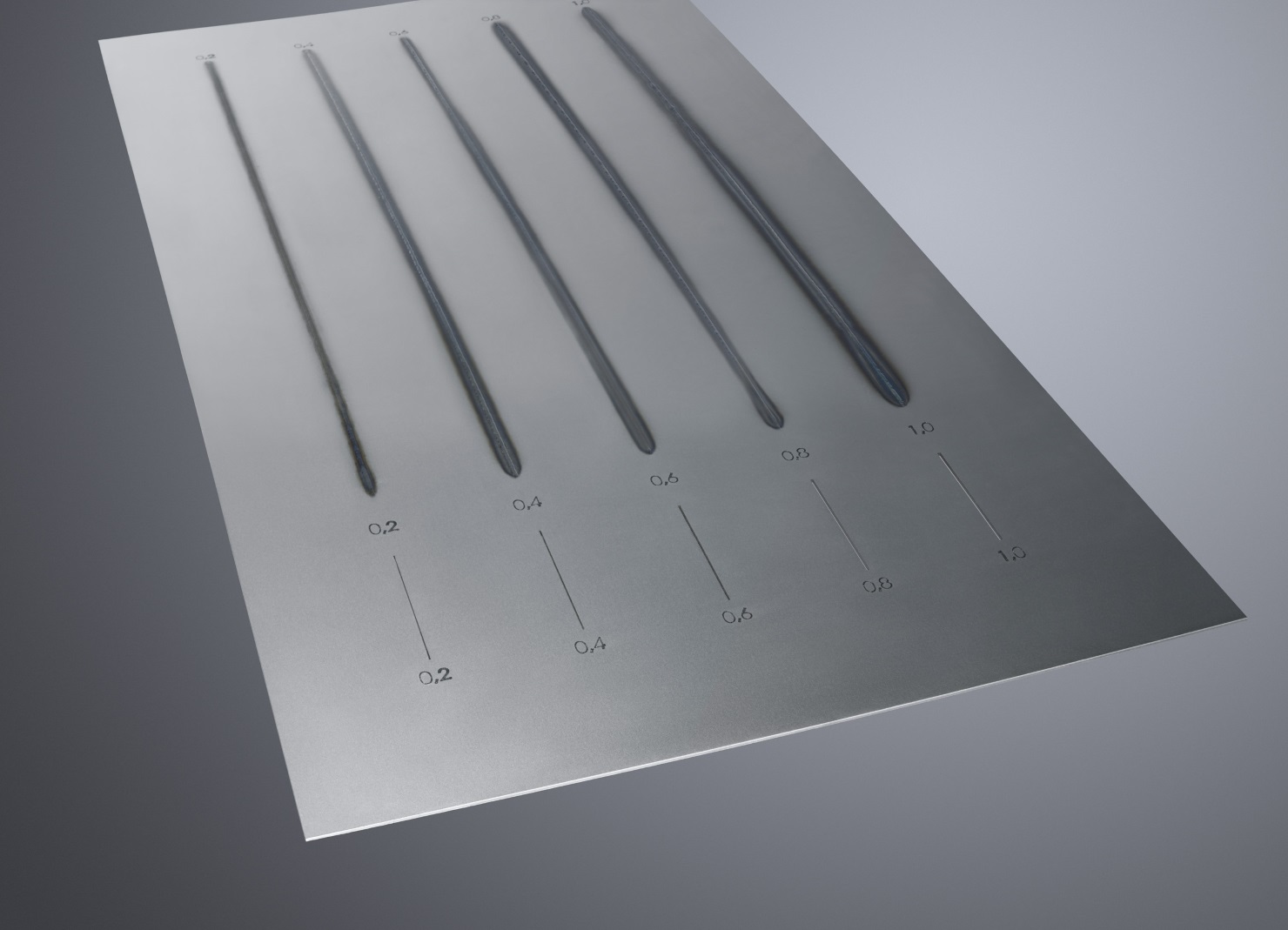
FusionLine – tolerant laser welding
Laser welding is known for its perfect results and high-quality visible seams. However, preparing components for laser welding calls for specific expertise. There ought to be as little tolerance as possible in the design – or at least that is how things were in the past. Now, FusionLine offers an ideal complementary technology that helps users get started. FusionLine makes it possible to compensate for component imperfections in the welding process and even to close gaps of up to 1millimeter in breadth. At the same time, the welding seam results and processing times offered by FusionLine significantly outperform those of components processed using conventional welding techniques. This means that users can take advantage of the perfect combination of laser beam guidance, optics and a weld feed system to perform cost-effective laser welding operations even if their component portfolio is not optimized for laser welding. It is now possible to laser weld an array of parts developed for conventional welding without having to modify them specifically for the purpose. This enables users to manufacture parts true to the drawing, and also more kinds of parts than before.

Welding SeamsSteel terminal box (from bottom to top): unwelded, hand welded using MAG, welded using FusionLine, modified for laser welding and welded using a laser.
Photo: TRUMPF
What is more, customers retain full flexibility. They are free to switch between FusionLine and the conventional laser welding techniques of heat conduction and deep welding with no need to reset the machine. That way, they can manufacture one series of components that isn’t worth modifying for laser welding using FusionLine, then manufacture a subsequent series using heat conduction or deep welding. Users can also switch between techniques on the same component. This allows them to laser weld more components than before, and to make fuller use of their laser welding unit.
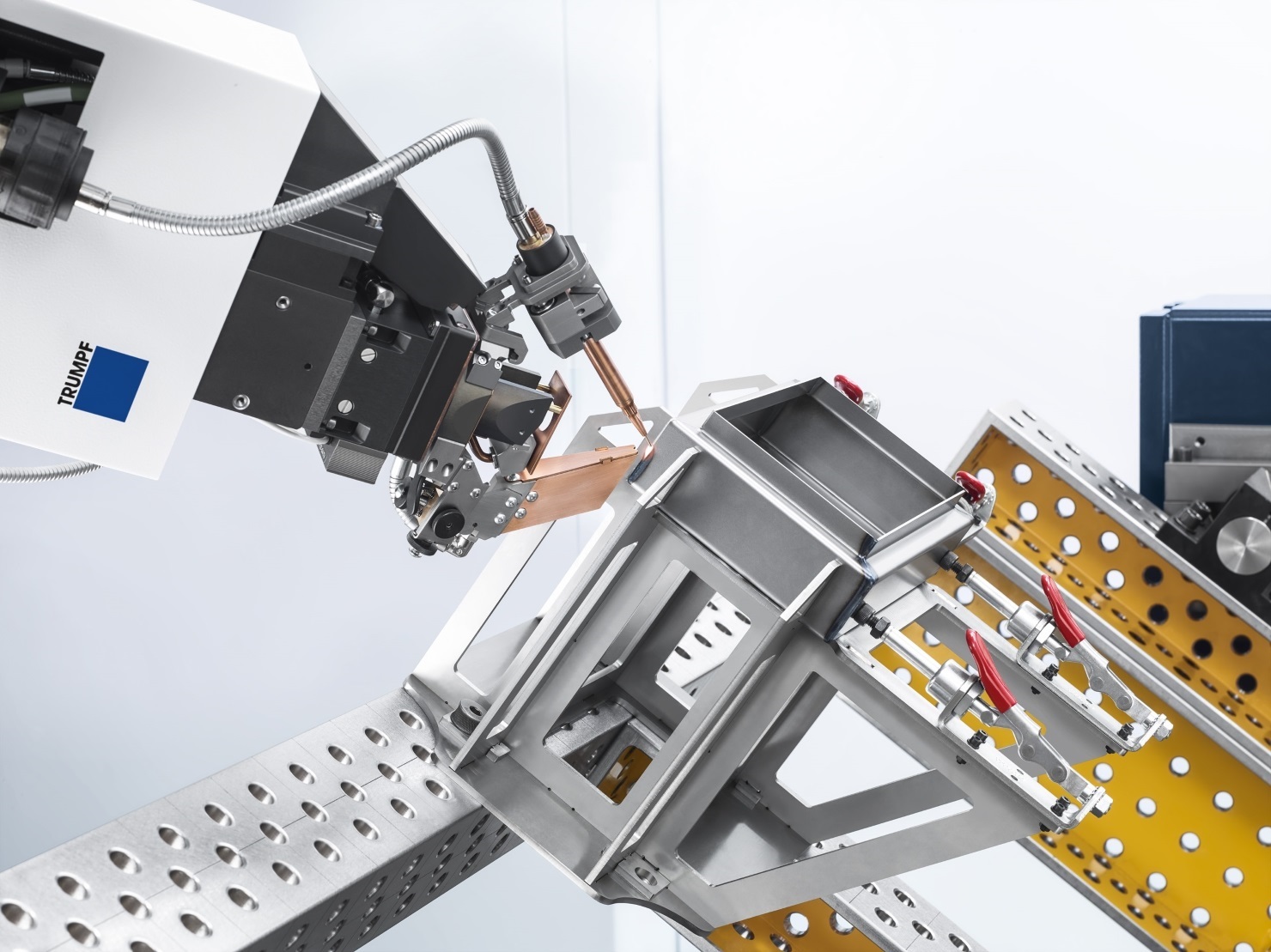
Tru Laser Weld Action
FusionLine is based on a sophisticated combination of laser, beam guidance, optics and a welding wire supply.
Photo: TRUMPF
Help getting started from TRUMPF experts
Those just getting into laser welding can cut their learning time on the new machine by calling on the support of TRUMPF experts to get started with production. Users consult with a TRUMPF application advisor to choose an example component that will be used to play through the start-up process.
In the course of a three-day workshop either at the customer’s own site or at TRUMPF, users first learn the basics of laser welding and fixture design. This knowledge is then put into practice on the example component they have selected. TRUMPF then designs the fixture while users apply the principles they have learned to create the component in their CAD system. Once the new machine has entered service, a TRUMPF application engineer runs in the component together with the customer. The TRUMPF expert will set up the program and optimize the parameters for the best results. This means that users can see at first hand which principles are important – with reference to a real production component. Plus, the machine is operating productively from the moment it enters service.
Faster welding times thanks to rotary module for shield gas guidance
Shield gas is used in laser welding to ensure as oxide-free a weld as possible. Before, the shield gas has been applied via a four-finger nozzle fixed to the processing optics. This meant that the whole laser head had to turn whenever there was a change in orientation. Thanks to the rotary module, the new TruLaser Weld 5000 features a movable nozzle that rotates around the optics. The result is faster welding times, since the robot does not have to reorient itself as much. This also simplifies programming and fixture design.

Tru Laser Weld Action
The TruLaser Weld 5000 can switch flexibly between FusionLine, heat conduction and deep welding.
Photo: TRUMPF
Status monitor and production screen for better overview
As well as offering a camera view of the work area, the new status monitor also supplies further information about the production status, including the remaining time, the current production program and the quantity of components manufactured. This gives sheet metal operators the most important indicators at a glance.
The TRUMPF production screen provides operators with an additional control option. It enables users to perform simple tasks such as selecting an existing processing program from the TRUMPF control – even if they have no programming knowledge. In other words, operators require far less knowledge of KUKA control technology in order to launch an existing program. On top of this, the production screen also displays the active program, the remaining time and quantity of components manufactured similarly to the status monitor.
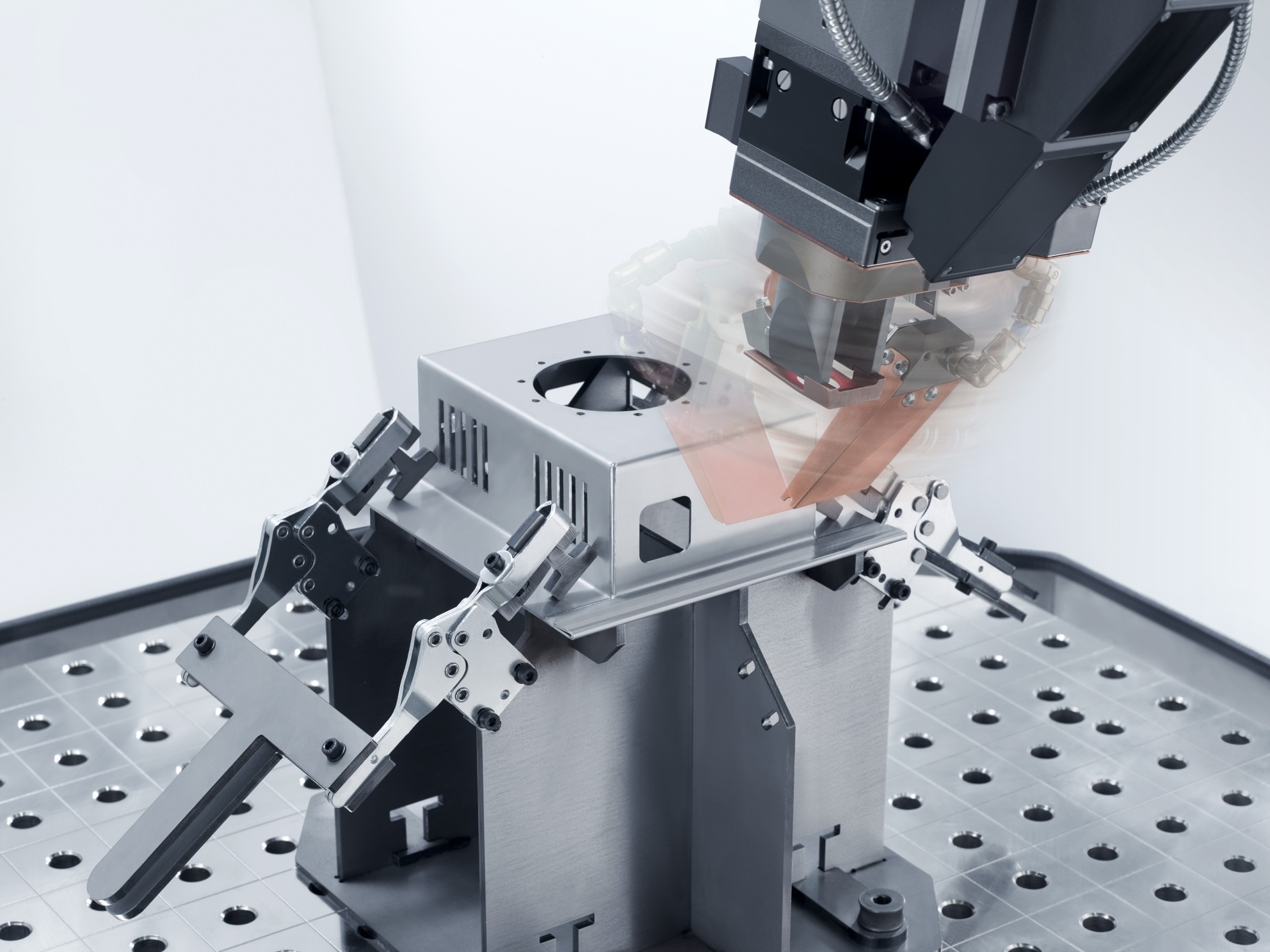
Rotary Module
Thanks to the rotary module for shield gas guidance, the nozzle is able to rotate smoothly around the optics. This improves accessibility and reduces both welding times and the effort required for programming and fixture design.
Photo: TRUMPF
Cube design and other hardware innovations
The design of the TruLaser Weld 5000 departs from its predecessor in various aspects. This version of TRUMPF’s laser welding cell features the striking cube design. It also comes with a swiveling support arm for the control panel, which contributes to ergonomic working and improved handling. On the exterior, TRUMPF has now fitted the TruLaser Weld 5000 with a status light, as successfully employed in the TruLaser Cell. These lights provide an immediate assessment of the machine’s status. A continuous blue light, for instance, indicates that the machine is in teaching mode. Bigger windows provide a better view into the safety cabin, and on the interior there are new approaches to lighting and suction.
The laser welding unit operates using a TRUMPF TruDisk laser that can also power other machines such as a 2D laser machine. In this sort of laser network, several machines share a single laser – which can significantly reduce the initial investment costs in a new machine.